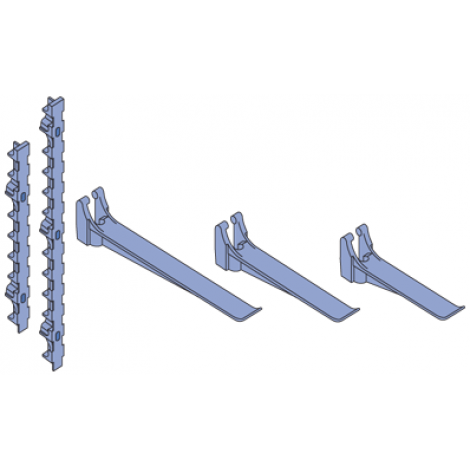
The Power-Rack Stanchion is made entirely from glass-reinforced nylon, these stanchions offer greater corrosion resistance than classical metal stanchions. The interlocking design allows the arm to 'lock' into nine different levels on the 14 1/4" stanchions and fourteen on the 17 1/2" stanchion. Glass-reinforced polyurethane stanchions are available as a special order. Contact Unistrut for pricing and availability.
Dimensions: The stanchion back has 9/16" x 15/16" holes to accept fasteners for mounting. There are two mounting holes in the 21 3/8"long stanchion and three in the 33 5/16" long stanchion. Thickness at the slotted mounting holes is 1 7/8". The mounting holes are spaced on 12" centers and require 1/2" diameter fasteners.
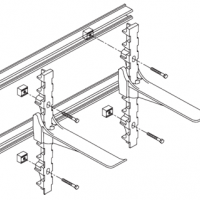
Installation: The Stanchions can be anchored into existing concrete structures using any industrial anchoring system. For new concrete structures, the Stanchions can be mounted to fiberglass concrete embedment channel and attached with 1/2" channel nuts and 1/2"x 3" Fiberfast Bolts.
Fire Retardance: Power-Rack materials meet or exceed the requirements of UL94 HB.
Loading: The recommended allowable loads on Power-Rack Stanchions vary depending upon the position of the arm. Use these guidelines for a safe, reliable installation:
*Total load on any one arm should not exceed 800 lbs.
*The sum of the loads on an arm multiplied by their distances to the wall
stanchion should not exceed 1200 in./lbs.
Example: A cable weighing 200 lbs. is positioned on an arm at a distance
of 5" from the wall stanchion.
If the total load is less than 800 lbs and the sum of the load multiplied by their distances to the wall stanchion does not exceed 1200 in./lbs., then the system is adequate. In this case,
Total load (200<800 lbs) = OK
Tot. moment (200x5 in. = 1000<1200 in./lbs.) = OK
Polyester and Vinyl ester Materials:
- Polyester and vinyl ester channels are manufactured from the pultrusion process and are color coded gray and beige respectively. Components are made by reinforcing a polymer resin (polyester or vinyl ester) with multiple strands of glass filament, alternating layers of glass mat and U.V. resistant surfacing veils. The glass is drawn through the liquid resin, which coats and saturates the fibers. The combination of resin, glass and veil is then continuously guided and pulled (pultruded) through a heated die that determines the shape of the component.
In the die, the resin is cured to form a reinforced part which can be cut to length. The hardened fiberglass pultrusion is reinforced with an internal arrangement of permanently bonded continuous glass fibers to increase its strength.
Installation:
- Fabrication requires just three simple operations: cutting, drilling and sealing as described below.
- Cutting – Hand held saws, such as hack saws (24 to 32 teeth per inch) are suitable when a few cuts are required. For frequent cutting, a circular power saw with a carbide-tipped masonry blade yields the best results. When using a power saw, dust filter masks, gloves and long sleeve clothing should be worn.
- Drilling – Any standard twist bit, even when used with battery-powered drills will work well. Carbide-tipped drill bits are recommended.
- Sealing – To protect against future migration of corrosive elements into the cut sections, all cuts and holes should be properly sealed with clear urethane sealer.
Operating Environment:
- Temperature Ranges – Fiberglass parts are supplied in five different materials covering distinct temperature ranges. The temperature ranges indicated are meant to be used only as a general guideline. Continual exposure to elevated temperatures reduces the strength properties of plastics and glass-reinforced fiberglass. Actual resin test data confirms that a 50% reduction in strength occurs at the extreme high temperature levels.
- Chemical Resistance – See the chemical compatibility chart for corrosion resistance. The results are based upon immersion for a 24 hour period. This is typically the “worst case” exposure to corrosion. Less severe contact such as spills, splashes and vapor condensate will exceed the performance results listed in the table.
- Loading – Channel loading is defined with description of each type of channel. Additional loading and design limitations for fittings and accessories are described in the appropriate section for that part.